
Filmo compacting granulating linio







Unupaŝa teknologio por PP-rafio, teksita kaj malŝparo de PE/PP Filmo
La filmo-recikla granulilo desegnita de LIANDA MACHINERY adoptas la produktadreĝimon de disbatado, varmega eltrudado, peletigado kaj sekigado, kiu solvas la problemon:
■ La risko de mana nutrado
■ Malvola nutra kapablo estas malgranda
■ La mana konsumo de la dividita operacio de disbatado kaj eltrudado estas granda
■ La partikla grandeco de la fadenoj ne estas unuforma, kaj la fadenoj estas facile rompitaj
La ekipaĵo de filmgranulado adoptas la metodon de kompaktado kaj disbatado. Post kiam la materialo estas nutrita al la kompaktilo, ĝi estos disbatita de la malsupra tranĉilo, kaj la frotado generita de la altrapida tranĉado de la tranĉilo generas varmon, tiel ke la materialo estas varmigita kaj ŝrumpita por pliigi la pograndan densecon de. la materialon kaj pliigi la nutran kvanton. Ĉi tiu proceda metodo havas grandan helpon por pliigi produktadkapaciton


Maŝinaj Specifoj
| Maŝina Nomo | Filmo compacting granulating linio |
| Fina Produkto | Plastaj Granuloj/Granulo |
| Produktadlinio Komponantoj | Transportbendo, tranĉila kompaktilo, ekstrudigilo, peletiga unuo, akvomalvarmiga unuo, sekiga unuo, silotanko |
| Aplika Materialo | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, komputilo, PS, PU, EPS |
| Nutrado | Transportbendo (Norma), Nip-rula manĝilo (Laŭvola) |
| Diametro de ŝraŭbo | 65-180mm |
| Ŝraŭbo L/D | 30/1; 32/1;34/1;36/1 |
| Eliga gamo | 100-1200 kg/h |
| Ŝraŭba materialo | 38CrMoAlA |
| Degasado | Ununura aŭ duobla ventolita degasado, Neventita por nepresita filmo (personigita) Duetapa tipo (patrin-beba extruder) por eĉ pli bona degasado |
| Tranĉa tipo | Akva ringo ĵetkubo vizaĝo tranĉanta aŭ fadeno ĵetkubo |
| Ekranŝanĝilo | Duobla laborpozicio hidraŭlika ekranŝanĝilo senhalte aŭ personecigita |
| Malvarmiga tipo | Akvomalvarmigita |
Maŝinaj Detaloj Montritaj

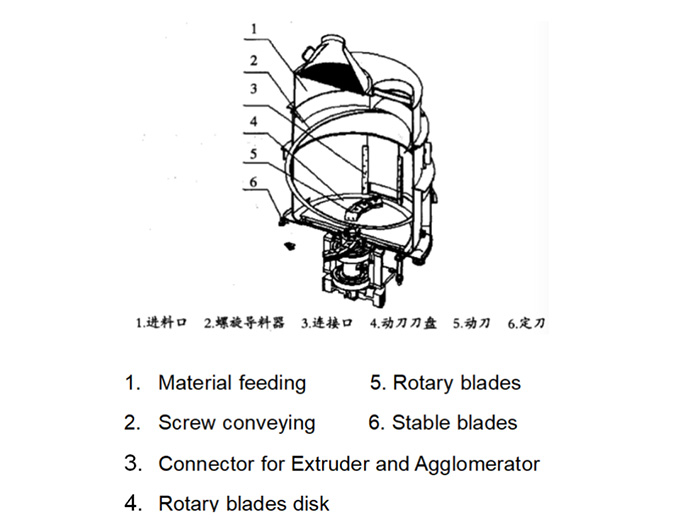
>> Filmo-kompaktilo/Agglomerator tranĉos filmon kaj kompaktos la filmon per Altrapida frotado
>> La Filmo-kompaktado/aglomeranto estas desegnita kun observa fenestro por faciligi klientojn malfermi, purigi kaj ŝanĝi la klingojn.
>> Post kiam la materialo eniras la kompaktilon, ĝi estas disbatita kaj kompaktita, kaj la altrapida turnanta kompaktilo ĵetas la materialon en la unu-ŝraŭban extruder laŭ la fluvojo. Pli alta temperaturo povas esti kreita en la kompaktilo, kompaktigante la plaston en la buletojn kaj


>> Akvoringa peletizilo, peletiga rapideco estas kontrolita per invetilo, inkluzive de varma tranĉa ĵetkulo, deturnaĵkonuso, akvoringa kovrilo, tranĉilportilo, tranĉildisko, tranĉilstango ktp.
>> Senhalta hidraŭlika ekranŝanĝilo, estas prema sensilo sur la ĵetkubo por instigi ekranŝanĝon, ne necesas halti por ekranŝanĝo kaj rapida ekranŝanĝo.
>> La buletoj estos tranĉitaj rekte sur la akvo-ringa die kapo, kaj buletoj estos nutritaj al la Vertikala senakviga maŝino post akvo malvarmetigita, la problemo de fadenoj rompiĝo ne okazos;

Kontrola Sistemo
■ Nutrado: Zono transportilo funkcias aŭ ne dependas de la elektra Monero de Film Compactor/Agglomerator. La Zono-transportilo ĉesos transporti dum la elektra kurento de Film-kompaktilo/aglomeranto superas la fiksitan valoron.
■ Temperaturo de Film Compactor/Agglomerator: La temperaturo generita de la frotado de la materialo devas certigi, ke la materialo estas varmigita, krispigita, kuntirita, kaj eniras la extruder glate, kaj havas certan influon sur la rotacia rapideco de la kompaktmotoro.
■ Ŝraŭba extruder-rapideco povas esti alĝustigebla (Laŭ la citaĵo de nutrita materialo)
■ Peletiga rapido povas esti ĝustigebla (Laŭ la materiala eligo kaj grandeco)






